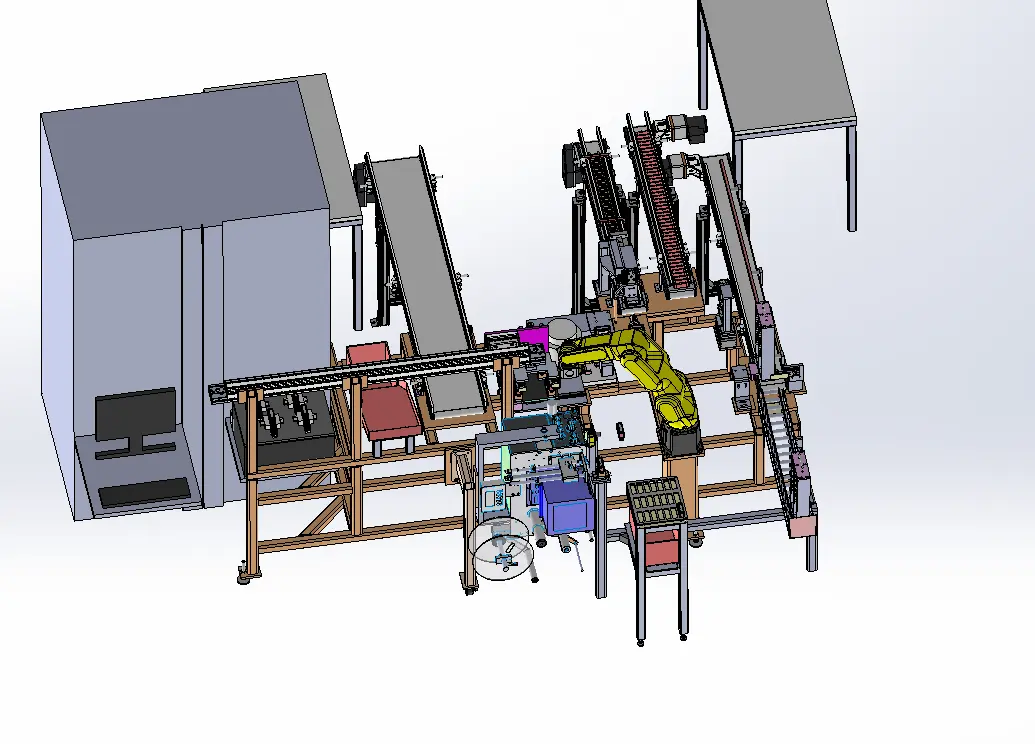
Automatic Safety Module Assembly and Testing Cell
The customer requested a fully automated system to replace a labor intensive process. SDC designed and developed this custom system to automatically assemble and test a safety module that was previously performed manually.
Technology Used
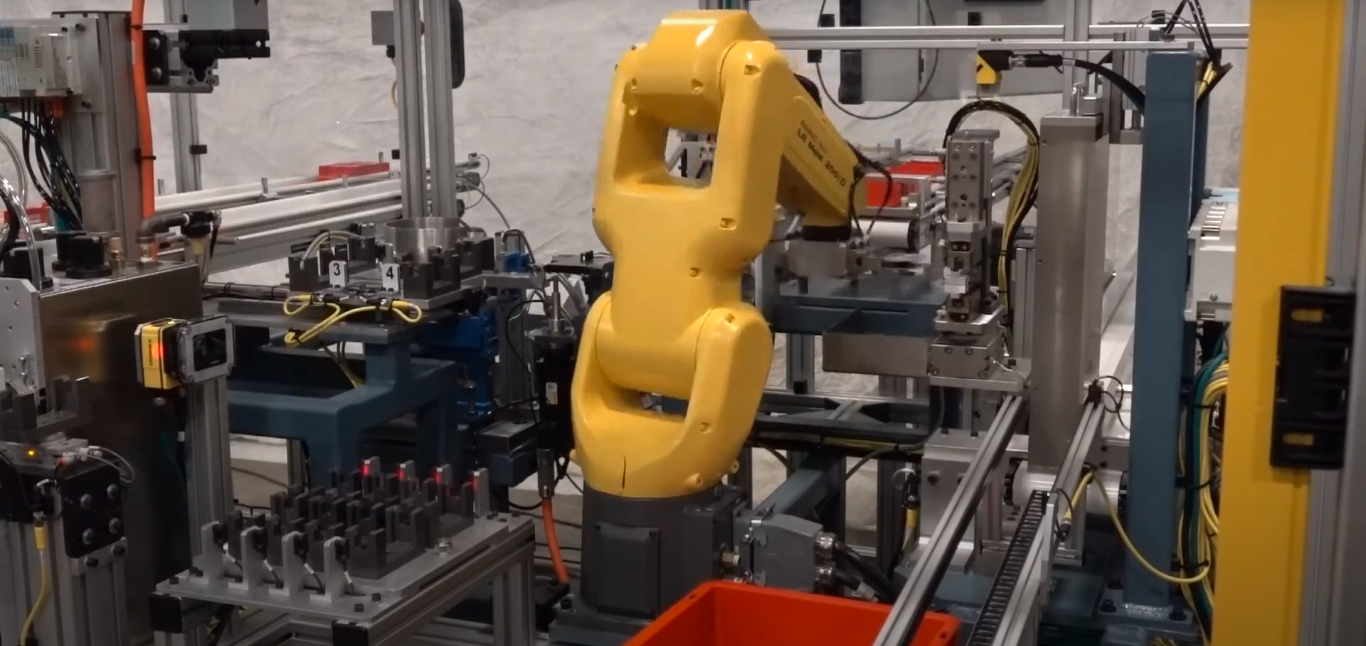
Robotic integration
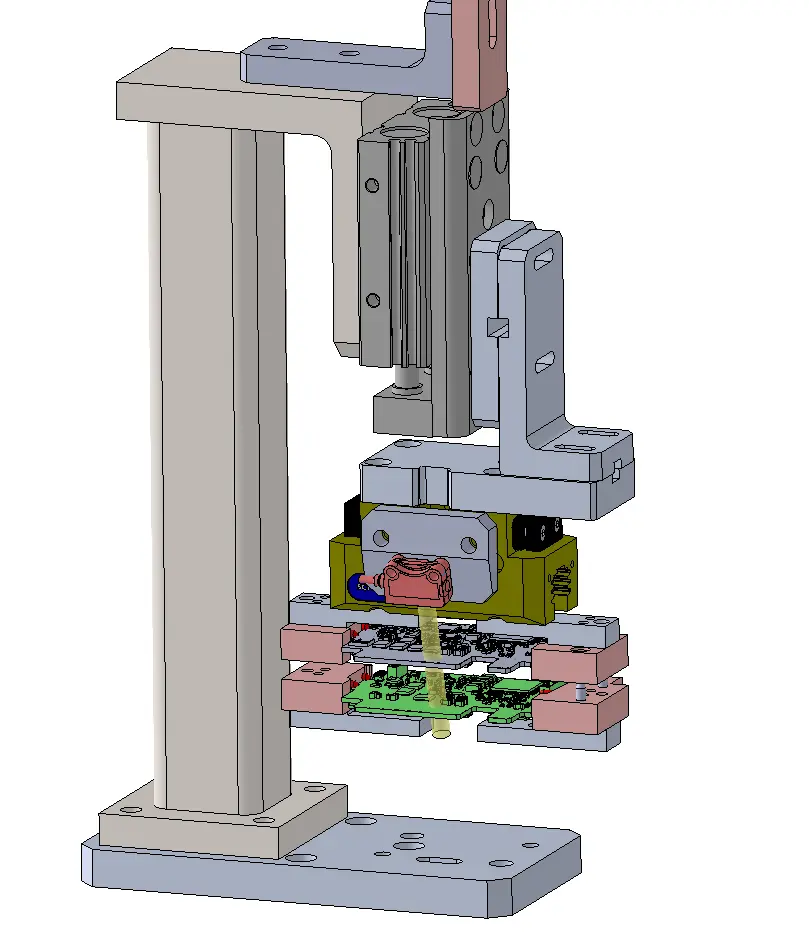
Custom pneumatic-driven press
Machine vision inspection system
Automatic part handling and assembly
Barcode reader
Part number identification and tracking
Custom vacuum robotic grippers
Pneumatic pick-and-place systems
Vibratory bowl feeder
Servo-driven actuators
Automatic print and apply label application systems