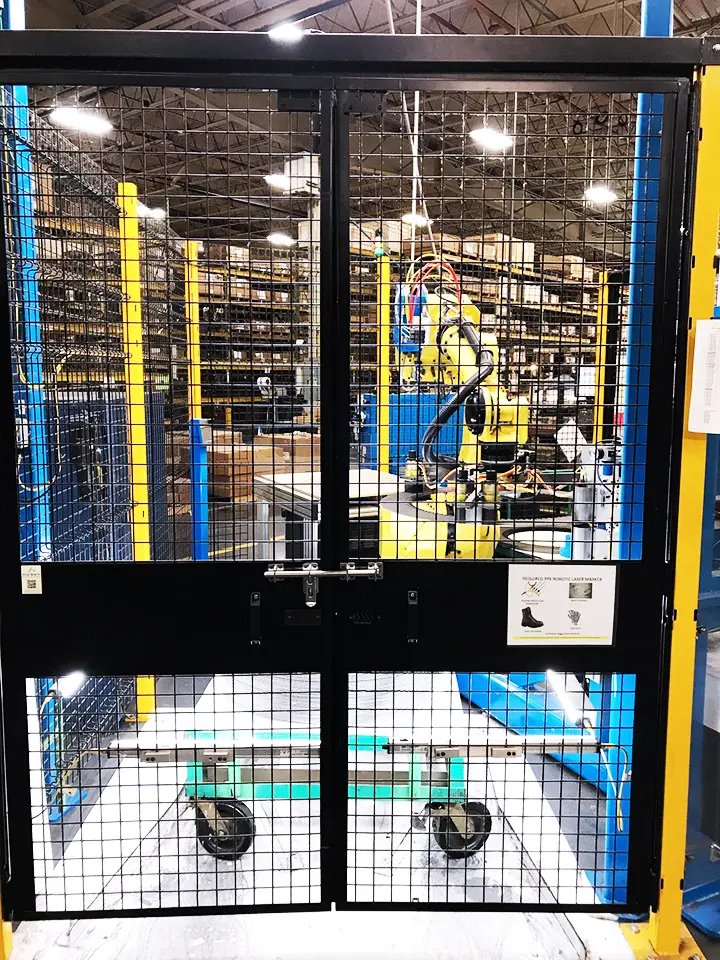
This project was presented to SDC to design a robotic work-cell to pick a friction disk from an incoming cart and present the disk for vision inspection, thickness gauging and laser engraving. The disk would then be placed on an outgoing completed cart. Disks ranging in diameter from less than 4” to up to 55” were to be processed by the same work-cell. The incoming carts were stacked with like-sized disks. The stack heights were variable; therefore, the system had to detect the stack height of the incoming material. The outgoing carts were to be filled to a programmable height and number of stacks.